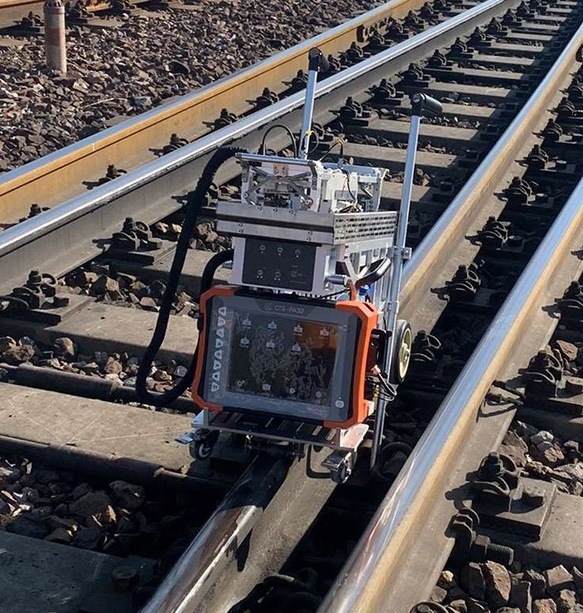
EHT-1钢轨焊缝探伤仪采用相控阵超声技术,结合电动扫查架,对钢轨焊缝的轨底、轨头、轨腰进行全方位扫查,形成直观的检测结果图像。由于采用了电动扫查架对钢轨焊缝进行扫查,由电机带动探头移动,可以保证在固定的时间周期内完成对钢轨焊缝的检测,提高了检测效率。另一方面,电动扫查架有利于保证探头的运动轨迹能够覆盖检测区域,配合相控阵的电子偏转技术实现探头偏角,有利于排除检测过程中的人为因素干扰,减少人工扫查导致的探头扫查轨迹不充分、回波波形判读不准确、扫查手法差异等人为因素干扰,提高钢轨焊缝检测的规范性。


EHT-1钢轨焊缝探伤仪采用相控阵超声技术,结合电动扫查架,对钢轨焊缝的轨底、轨头、轨腰进行全方位扫查,形成直观的检测结果图像。由于采用了电动扫查架对钢轨焊缝进行扫查,由电机带动探头移动,可以保证在固定的时间周期内完成对钢轨焊缝的检测,提高了检测效率。另一方面,电动扫查架有利于保证探头的运动轨迹能够覆盖检测区域,配合相控阵的电子偏转技术实现探头偏角,有利于排除检测过程中的人为因素干扰,减少人工扫查导致的探头扫查轨迹不充分、回波波形判读不准确、扫查手法差异等人为因素干扰,提高钢轨焊缝检测的规范性。
EHT-1型钢轨焊缝探伤仪由相控阵超声仪器、电动扫查架及多探头分线盒组成。相控阵仪器为32 : 128通道,可连接128个晶片阵元。128晶片分配给6个相控阵探头,其中轨头使用1个20阵元相控阵探头(#1号探头),占用32阵元;两侧轨底共使用4个16阵元探头,占用64阵元(#5、#6、#7、#8号探头);剩余的#4号相控阵探头为人工复核使用。
焊缝电动扫查架采用电机驱动,带动相控阵探头在轨底和轨头移动,实现焊缝扫查区域的覆盖。扫查架共8个探头,轨头布置4个,轨底布置4个,扫查架各探头的位置和检测区域为:
a) 踏面4个探头,最前方为#1号探头,检测范围为轨头区域。#1号探头为相控阵探头,检测时激发一个横向的扇扫,垂直方向以63.4°(K2.0)斜入射进入轨头,水平方向左右偏转约±20°展开一个扇面,对轨头里接近垂直走向的缺陷进行检测。利用电动架带动探头沿着钢轨长度方向进行前后运动,覆盖整个轨头区域。轨头横置扇扫模式如图2.1所示;

图2.1 轨头扇扫模式图
b) 踏面后3个探头,依次为编号0°和#2、#3号探头,为K0.8常规探头,0°负责穿透检测,#2、#3号负责轨腰串列式和单探头检测。当#2、#3号探头以双模式(一发一收)工作时,两个探头构成串列式模式,扫查架带动探头做相向和相背运动,对轨头、轨腰及轨底垂直缺陷进行串列式扫查,如图2.2所示。当#2、#3号探头以单模式(自发自收)工作时,电动扫查架带动探头前后移动,对轨腰轨底进行单探头检测;
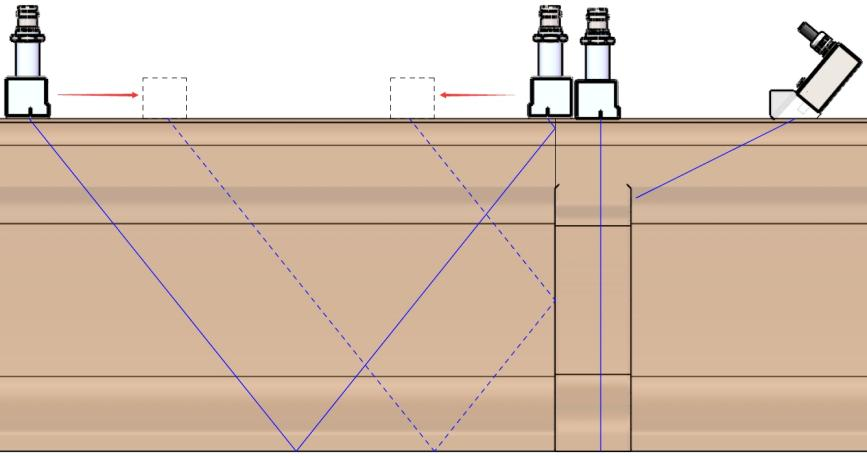
图2.2 轨头串列模式图
c) 轨底布置四个相控阵探头,依次为#5、#6、#7、#8号探头,位于轨底I区。在垂直方向,5#、8#探头声束经过楔块后以K2.5(68.2°)角度斜入射到轨底检测轨底I区缺陷,6#、7#探头以内偏30°角度检测轨腰与轨底结合部缺陷。在水平方向,由仪器驱动相控阵探头进行电子偏转,产生多个左右方向的偏转角度,展开一个扇面,对轨底进行偏角覆盖。轨底横向扇扫工作模式如图2.3所示。
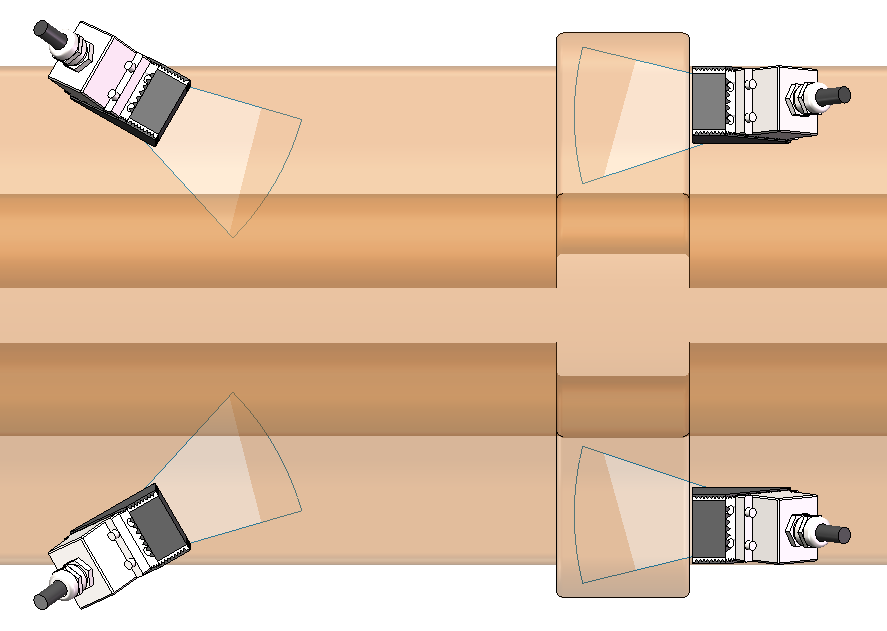
图2.3 轨底扫查模式图
| 项目 | 参数 |
| 扫查架尺寸(宽长高) | 85×610×260 |
| 扫查架重量 | 约6.6kg |
| 小车尺寸(宽长高) | 340×800×780 |
| 小车重量 | 约11kg |
| 串列式行程 | 130.8 |
| 轨头单/零度探头行程 | 180 |
| 轨头相控阵行程 | 180 |
| 轨头相控阵入射角度(垂直方向) | K2.0 |
| 轨头相控阵偏角范围(水平方向) | -20°⁓20° |
| 轨底相控阵行程 | 110 |
| 轨底相控阵入射角度(垂直方向) | K2.5 |
| 轨底相控阵偏角范围(水平方向) | -15°⁓15° |
| 扫查速度 | 小于3分钟/焊缝 |