方案1:CT-003、CT-004型活塞超声波探伤机
CT-003型活塞超声波探伤机是专门用于检测活塞内冷油道的轴向和径向偏移量以及局部气泡气孔等铸造缺陷无损检测、质量检查的超声波检测设备。CT-004型活塞超声波探伤机是专门用于检测活塞耐磨镶圈上下侧面与铝活塞体粘结情况的超声波检测设备。内冷油道位置的检测采用脉冲回波法,通过检测内冷油道径向及轴向距探测面的壁厚来实现;镶环与毛坯基体结合缺陷的检测是根据顶圈毛坯铝合金和奥氏体铸铁声阻抗不同,超声波入射到两种材料界面将产生一定的反射波的原理进行的,根据超声波反射波幅的高度进行镶环与毛坯基体结合缺陷的检测;内冷油道上侧、镶环和内冷油道之间铸造缺陷的检测采用脉冲回波法。

图1. CT-003/CT-004活塞超声探伤机
方案2:CTS-2108PA相控阵超声检测仪配置专用检测探头
1、内冷油道扇形扫描检测原理
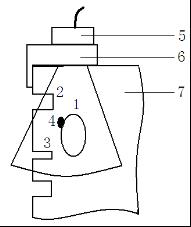
图2. 内冷油道扇形扫描检测原理
图2标号说明:
1-内冷油道
2-镶环
3-镶环
4-缺陷
5-相控阵探头
6-相控阵楔块
7-活塞。
进行相控阵扇形检测,当无缺陷时,可观察到1号(内冷油道)、2号(镶环)、3号(镶环)位置的固定结构回波,当1号和2号位置或1号和3号之间存在缺陷(4号位置)时会有相应的回波图像显示。采用常规A扫进行检测,由于内冷油道和镶环的固定位置回波使得对缺陷波的分析比较困难,因此容易造成漏检,相控阵扇形扫查却很好的解决了这个问题,因为相控阵扇形扫描可以同时观测到1-内冷油道、2-镶环、3-镶环的固定回波图像,因此当内冷油道和镶环之间出现缺陷时可以明显看到缺陷的显示图像和固定回波的差异。
2、检测图像
1)无缺陷检测图像:当活塞内冷油道与镶环之间无缺陷时,检测图像显示如图3所示。图中1-内冷油道、2-镶环、3-镶环位置的固定回波清晰显示,且他们之间无明显的回波图像。
图3. 无缺陷检测图像

图3. 无缺陷检测图像
2)小凹坑缺陷检测图像:存在小的凹坑时,在1-内冷油道和3-镶环之间出现了缺陷图像显示,检测图像如图4所示,但是3-镶环位置的固定回波仍然清晰可见,说明凹坑仅挡住了部分声束,还有部分声束可以打到3-镶环位置。

图4. 小凹坑缺陷检测图像
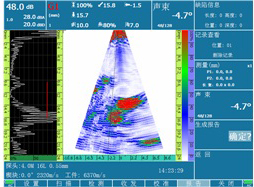
图4. 小凹坑缺陷检测图像
3)大凹坑缺陷检测图像:存在较大凹坑缺陷时,如图5所示,3-镶环位置的固定回波比较弱,可见缺陷基本挡住了3-镶环位置的固定回波,仅能看到缺陷的回波图像。

图5. 大凹坑缺陷检测图像
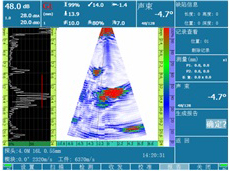
图5. 大凹坑缺陷检测图像
4)内冷油道与2-镶环之间铸造缺陷检测图像:在1-内冷油道和2-镶环之间存在铸造缺陷时,可以清晰看到两者回波图像之间有缺陷回波图像显示,如图6所示。
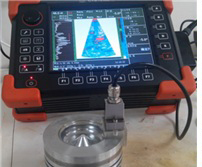
图6. 内冷油道与镶环之间铸造缺陷检测图像
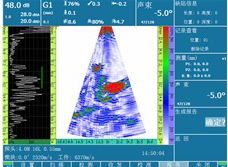
图6. 内冷油道与镶环之间铸造缺陷检测图像
5)内冷油道上突起检测图像:在内冷油道上突起一些小圆珠时,检测的图像可以看到内冷油道的回波图像明显下凹多出一部分,如图7所示。

图7. 内冷油道突起检测图像
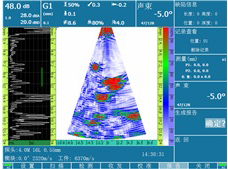
图7. 内冷油道突起检测图像